





热等静压(HIP)是指在固体物体上施加极高且各向同性的压力,该压力约为物体熔点温度的85%。此压力和温度条件需持续预设的时间,目的是消除部件内部的孔隙和缺陷,从而实现100%的理论密度。压力和热量通过惰性气体(通常为氩气)传递至部件。

此外,HIP也常用于骨科关节置换植入物的铸造,以提高其抗疲劳性能,还用于高性能汽车零部件,如曲轴,甚至是发动机缸体。随着成本的降低和交货期的缩短,人们越来越多地考虑用HIP处理的铸造部件来替代锻件,尤其是对于大型部件而言。

对于铸造材料而言,由于两种不同的机制,会产生两种主要的内部孔隙类型。第一种是缩孔,这是由于在铸造过程中,熔融金属在冷却和凝固过程中会发生收缩而产生的。当熔体在模具中开始凝固时,材料会发生收缩,并且由于铸件已经部分凝固,没有足够的熔融金属来填补和充满所产生的空隙。这会在材料中形成类似撕裂的孔隙,这些孔隙通常形状为角状且不规则,内部表面粗糙。
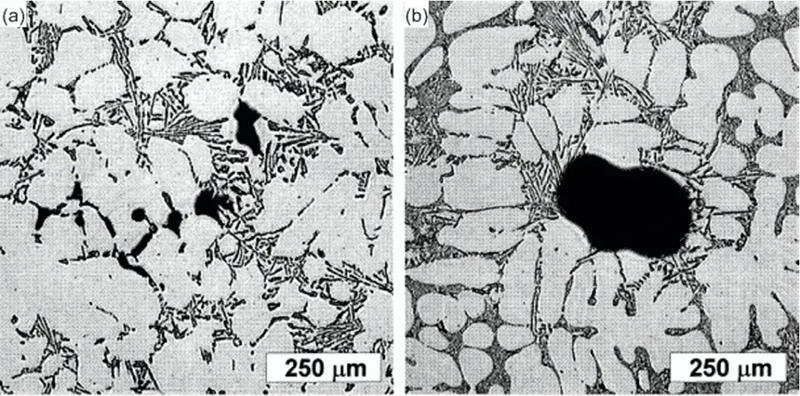
图 1:典型 (a) 缩孔和 (b) 气孔的铸件材料显微照片
HIP对铸件材料的性能提高多年前就已得到证实。通过消除内部孔隙并实现100%的理论密度,可以显著提高材料的性能,尤其是抗疲劳性能。图2 展示了铸铝合金A206在HIP处理前后的疲劳性能对比。图中比较了三种不同的HIP工艺与铸态材料的性能,可以观察到所有经过HIP处理的变体的疲劳寿命都比铸态阶段有了显著提高。这些疲劳试验是根据ASTM E466标准在室温下进行的,最大应力为170 MPa,应力比为0.1,频率为60Hz。试验运行至试样失效或达到107次循环后停止。
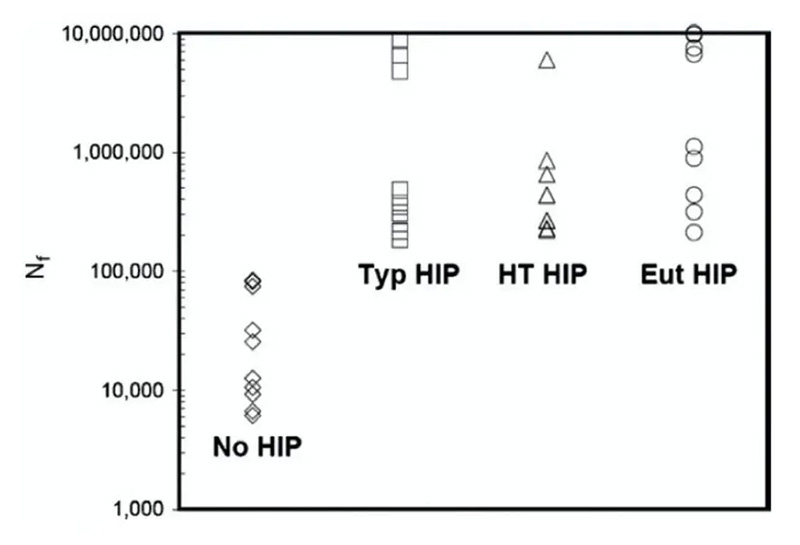
图 2:HIP 处理材料和铸造材料的疲劳数据
图3展示了铸铝合金A206典型的力学性能数据。经过HIP处理后,材料的延伸率和极限抗拉强度均有所增加。与铸造材料相比,HIP处理后的屈服强度略有提高,但提高幅度不如极限抗拉强度和延伸率。
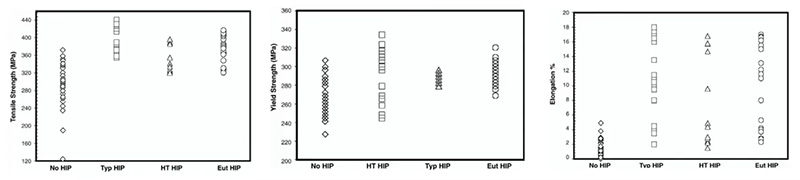
图 3:铸造铝合金 A206 的机械性能数据
在德国波鸿鲁尔大学(Ruhr Universität Bochum)最近的一项研究中,对单晶(SX)超合金涡轮叶片材料ERBO/1进行了HIP处理,并在热等静压的一个循环中完成了全部热处理。图4示意性地展示了这类SX镍基超合金在精密铸造工艺后的传统热处理路线,其基本上包括均质化热处理(也称为固溶退火热处理)和两步时效热处理(也称为析出硬化热处理)。在图4中,还展示了在每个热处理步骤之前和之后获得的典型γ/γ'微观结构和偏析图。
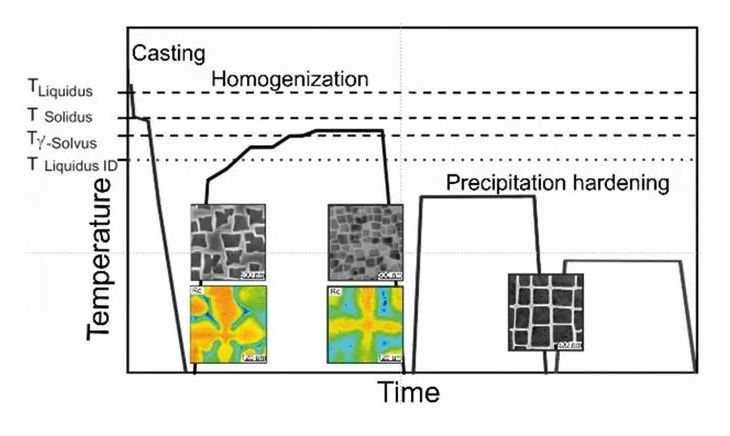
图 4:ERBO/1 SX 镍基超级合金的传统热处理工艺示意图(图片由Ruhr Universität Bochum提供)
图5展示了所谓的集成热等静压热处理(IHT),在该过程中,均质化和析出硬化的热处理步骤是在现代QIH9热等静压设备中,通过全部热处理循环在高等静压力下完成的,该设备提供了快冷技术。
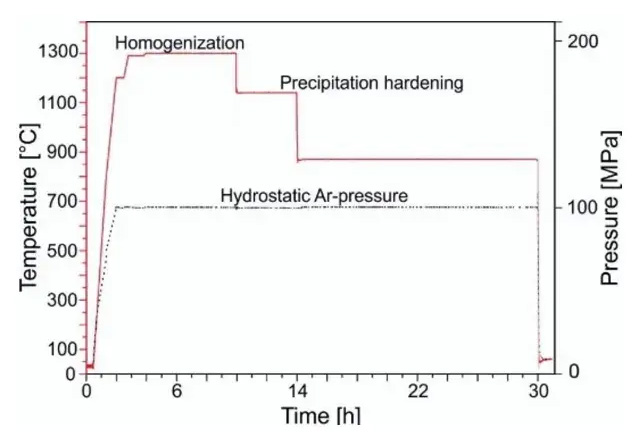
图 5:为 ERBO/1 开发的集成 HIP 热处理 (IHT) 示意图 (图片由Ruhr Universität Bochum提供)
了解这一点后,我们将等静压的值设定为固定的超Tγ'–solvus值1300°C。在这方面,我们发现,当在高于Tγ'–solvus的温度下施加75MPa的压力并保持3小时时,可以获得完全致密的材料。随后,我们在1300°C和100MPa的条件下进行了进一步研究,以探究冷却速率对γ/γ'微观结构的影响。由于扩散和生长的时间有限,较高的淬火速率会导致产生许多γ'晶核。然后,采用后续的时效步骤来确定最终的γ'析出物尺寸。图6显示了三种不同冷却速率值对γ/γ'微观结构的影响。
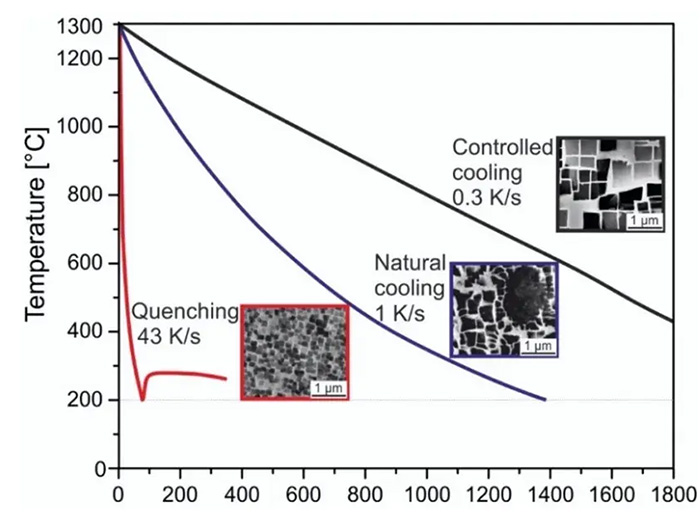
图 6:冷却速率对单晶材料 ERBO/1 的 γ/γ´ 显微结构的影响(图片由Ruhr Universität Bochum提供)
在完成参数研究后,进行了IHT处理(见图5),从而获得了具有更精细γ/γ'微观结构的致密材料(见图7b),相比之下,通过传统热处理路径获得的γ/γ'微观结构如图7a所示。
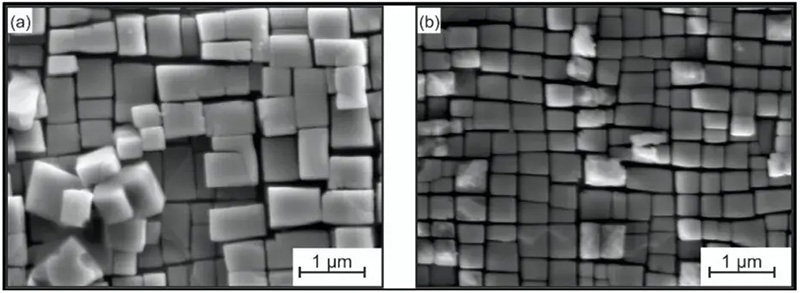
图 7:(a) 传统热处理和 (b) 综合 HIP 热处理后 ERBO/1 的 γ/γ´ 显微结构。(图片由波鸿鲁尔大学提供)
无论蠕变机制如何,在HIP设备中经过ERBO/1-IHT工艺处理的材料均展现出了极为可观的蠕变性能,如图8所示。其断裂应变和断裂寿命均得到了显著提升,同时蠕变速率最小值也有所改善。
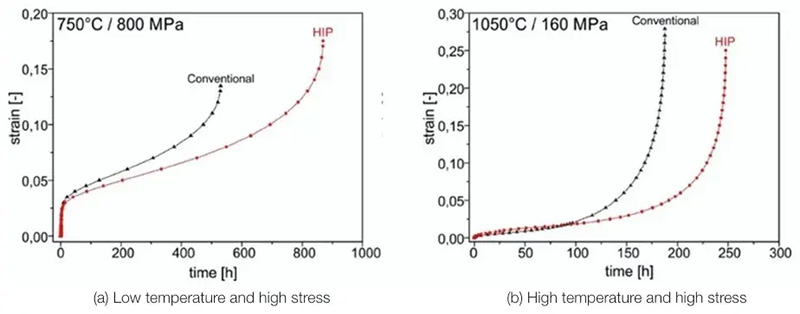
图8:ERBO/1高温合金在传统热处理材料与采用集成HIP热处理工艺处理的材料之间的蠕变性能比较。图中比较了两种不同的蠕变机制:a) 低温高应力;b) 高温低应力。
 扫一扫进入官网
扫一扫进入官网