给金属做个“热桑拿”?揭秘热等静压技术为啥能让飞机发动机多活
美洲豹航空科技2026-05-10
你有没有想过,一架飞机发动机里的涡轮叶片,要在1400℃以上的高温里疯狂旋转,承受的离心力相当于自己体重的上万倍?这种极端环境下,金属内部哪怕有个比头发丝还细的孔洞,都可能成为灾难的起点。那工程师们是怎么确保这些关键部件万无一失的呢?答案藏在一项被称为“金属整形师”的黑科技里——热等静压技术。2021年,北美热处理协会把它和氢燃烧、增材制造并列为全球最具发展潜力的三大技术。今天,我们就来聊聊这个低调却至关重要的“幕后英雄”。
什么是热等静压?说白了就是高温高压“全方位按摩”
热等静压,英文缩写HIP。它的工作方式很特别:把工件放进一个密闭的高压容器里,然后通入氩气或氮气这类惰性气体,一边加热到900~2000℃,一边加压到50~200MPa。这个压力是什么概念?相当于把一台重型坦克的重量压在你的指甲盖上。更关键的是,压力来自四面八方,均匀地作用在工件的每一个表面。
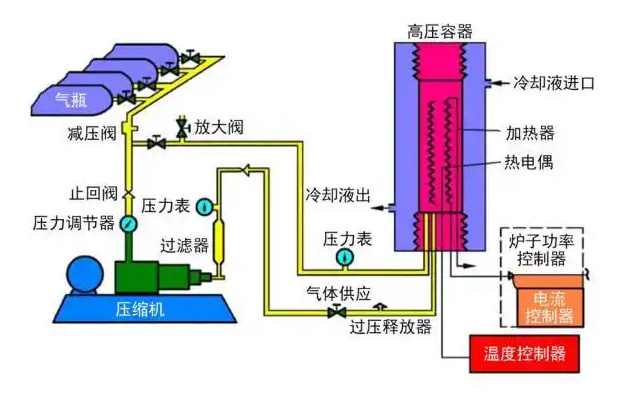
你可以把它想象成一个超级精准的“热桑拿”:高温让金属内部的原子活跃起来,高压则把这些原子往空洞里推,让材料变得像面团一样紧实。那些铸造或3D打印过程中残留的缩松、气孔、微裂纹,就这样被“揉”没了。
从核反应堆到F-22,这项技术走过了70年
热等静压可不是什么新鲜事物。它最早起源于20世纪50年代,美国Battelle研究所为了研发核反应堆材料,提出了这个构想。早期的设备又笨又不安全——高压容器的端盖和缸体靠螺纹连接,不仅尺寸受限,还有泄漏风险。直到1965年,瑞典ASEA公司发明了预应力钢丝缠绕技术,用多层高强度钢丝像缠绷带一样把容器紧紧裹住,才彻底解决了安全问题。如今,瑞典Quintus公司凭借这项技术,已经在这个领域深耕了近80年,研制出世界上最大的热等静压装备,有效热区直径达到2050毫米。
热等静压的应用场景,可以为三把“杀手锏”:
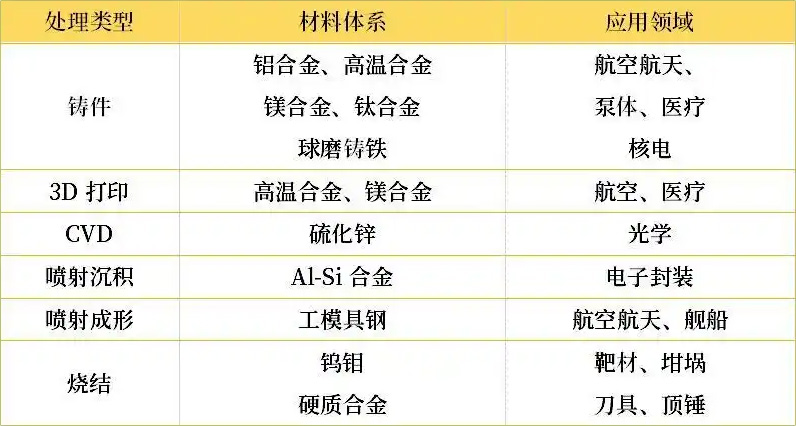
第一,致密化处理。无论是精密铸造的涡轮叶片,还是3D打印的复杂结构件,内部总会有肉眼看不见的微观缺陷。热等静压能把材料的密度提升到理论值的99.9%以上,让金属的疲劳寿命直接翻倍。这也是为什么航空航天、核电这些“不允许出错”的领域,把HIP当作标准工序。
第二,粉末冶金近净成形。传统方法做零件,先铸造再切削,一大半昂贵的钛合金、高温合金都变成了废屑。而HIP可以直接把金属粉末压成接近最终形状的零件,材料利用率高达90%以上,还能制造出传统工艺根本做不出来的复杂内腔结构。
第三,扩散连接。异种材料怎么焊在一起?比如陶瓷和金属,或者铜和钢,常规焊接会因为热膨胀系数不同而开裂。HIP利用高温高压让原子自行“跨界扩散”,连接处的强度甚至能超过母材本身。国际热核聚变实验堆(ITER)项目中,就用它连接了钨和铜铬锆合金。
上天入海,哪里最需要它?
说几个真实案例你就明白了。美国航天飞机的主发动机、Atlas火箭的钛合金涡轮泵,都经过热等静压处理。F-14、F-15、F-18战斗机的关键承力部件,也离不开它。英国罗尔斯·罗伊斯公司更是用HIP造出了直径约600毫米的钛合金航空发动机压缩机外壳——这是目前公开报道中同类最大的粉末冶金结构件。
不止是天上飞的。重型燃气轮机的叶片、半导体溅射用的高纯靶材、核聚变反应堆的冷却通道……这些高端制造的“卡脖子”环节,热等静压都是标配。就连你熟悉的3D打印,也经常把HIP作为后处理的“最后一公里”——没有热等静压,很多3D打印件根本不敢用在工业上。
中国追赶:从跟跑到并跑还有多远?
目前,全球大约有1800多台热等静压装备在运行,其中美国和日本占了65%,欧洲占20%,中国只占10%左右。这个数字差距,某种程度上也反映了一个国家在高端制造领域的积累。

好消息是,我们的自主研发能力正在快速追赶。四川航空工业川西机器(隶属航空工业集团)和钢研昊普(隶属中国钢研集团)已经成为国内HIP领域的双核心。国内已经研制出有效热区1850毫米的设备,虽然在尺寸、温度和压力上限上跟国际顶尖水平(如Quintus的2050毫米)还有差距,但这个差距正在以肉眼可见的速度缩小。更重要的是,我们拥有了独立设计、制造、运营、维修的全链条能力。
热等静压技术,正在重新定义高端制造的天花板。 它不炫酷,不常出现在大众视野里,但每一个飞得更稳、用得更久的航空发动机背后,都有它在高温高压中默默“施压”。下一次当你乘坐飞机平稳落地时,或许可以想到:机翼下那台轰鸣的发动机里,每一个金属零件都曾经历过一场严苛的“热桑拿”。






 扫一扫进入官网
扫一扫进入官网